After much too long a hiatus, I got back to welding up Pete's twin scroll manifold. I made pretty significant progress, especially thanks to being able to use a lathe!
Of course, pics are the thing you come for, right?
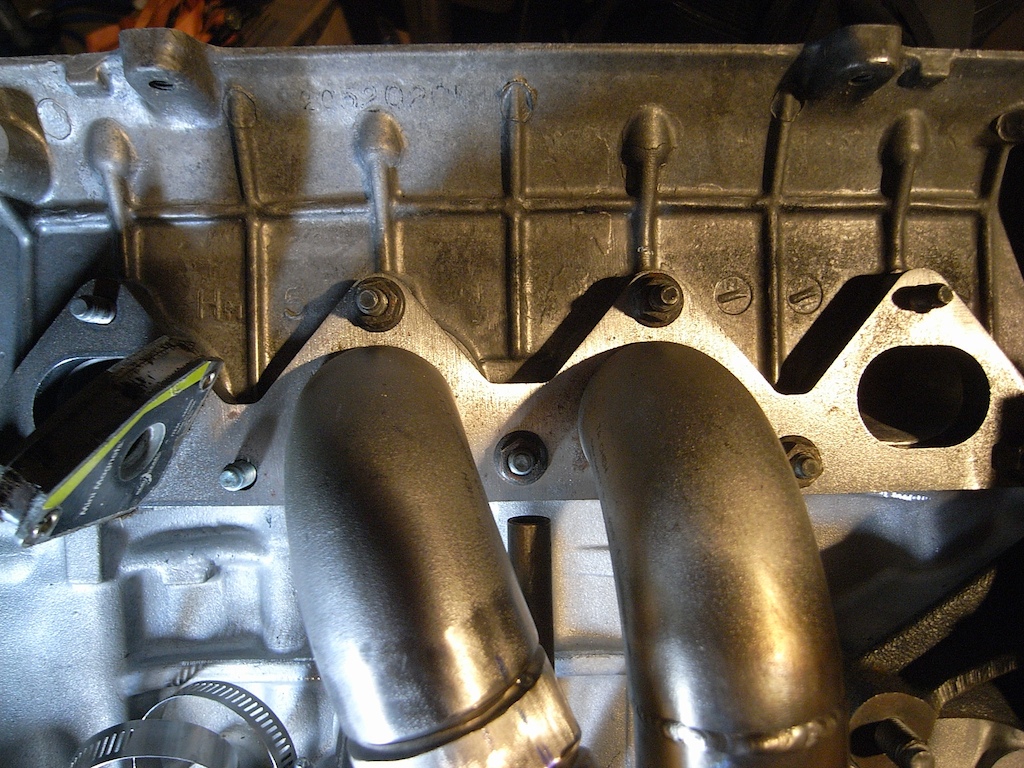
On thing I see on some manifolds is poor access to the flange nuts. If you're making something yourself, why make things hard to get to? How do you figure out how much space you need? Simple. Use a tool as a spacer:
 Once that was figured out, I got the pipes lined up on the flange and started welding them together:
Once that was figured out, I got the pipes lined up on the flange and started welding them together:

I finally got to use the torch a friend sent me to try out:
 It's different. I'm not sure if I like it yet. It works. I'll keep using it.
It's different. I'm not sure if I like it yet. It works. I'll keep using it.
Now for something totally cool! My friend recently acquired a new South Bend Heavy 10 lathe. Seriously. New. New as in it had the original cosmoline packing grease on everything and he had to put it together himself! If you don't know about these lathes, they are one of the most desirable classic benchtop lathes, and after using it, I can see why. I'm really surprised by the quality of work it can do for being such a compact machine!
Anyway, my friend turned a chamfer on some straight sections of pipe while I cut stuff:
 Look at how nicely that matches the 90* fitting!!!!
Look at how nicely that matches the 90* fitting!!!!
Got everything tacked up:


I started welding the straight pipe to the bend:
 I'm getting some advice from my friend who sent me the torch I'm using. Stainless is a pain to weld, and I find this thicker stuff tricky. I love learning this stuff, though!
I'm getting some advice from my friend who sent me the torch I'm using. Stainless is a pain to weld, and I find this thicker stuff tricky. I love learning this stuff, though!
Here's how I'm figuring this should go together:


I made the straight sections a bit too tall, though, so those will need to get trimmed down. This manifold is going in a 1G CRX. It has very little room in front of the engine, so I am trying to make this whole thing as compact as possible while still being a decently flowing manifold as the power goals for the built are 500+WHP.
I'm looking forward to moving this along. I really enjoyed
Of course, pics are the thing you come for, right?
On thing I see on some manifolds is poor access to the flange nuts. If you're making something yourself, why make things hard to get to? How do you figure out how much space you need? Simple. Use a tool as a spacer:
I finally got to use the torch a friend sent me to try out:
Now for something totally cool! My friend recently acquired a new South Bend Heavy 10 lathe. Seriously. New. New as in it had the original cosmoline packing grease on everything and he had to put it together himself! If you don't know about these lathes, they are one of the most desirable classic benchtop lathes, and after using it, I can see why. I'm really surprised by the quality of work it can do for being such a compact machine!
Anyway, my friend turned a chamfer on some straight sections of pipe while I cut stuff:
Got everything tacked up:
I started welding the straight pipe to the bend:
Here's how I'm figuring this should go together:
I made the straight sections a bit too tall, though, so those will need to get trimmed down. This manifold is going in a 1G CRX. It has very little room in front of the engine, so I am trying to make this whole thing as compact as possible while still being a decently flowing manifold as the power goals for the built are 500+WHP.
I'm looking forward to moving this along. I really enjoyed























.jpg)